
AMBIENT COOLING

SPIRAL
Cooling system design and manufacture ambient cooling spiral that can adapted to production space, with the aim of offering tailored solutions that quarantine high performance with ambient cooling for bread/pastry/ cake products. The design of our partners solutions ambient cooling is based on the specification of the product to process. The layouts ensure easy spiral access and facilitate washing and maintenance operation.
With this system fresh air gets blown into the spiral and hot air gets extracted. This system is used mostly for products which need to be sliced before hand.
DRIVE-THROUGH (OPEN)
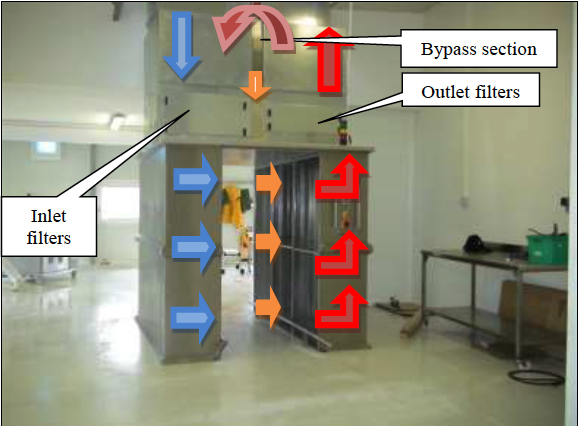
Our partner offers a cooling unit specially developed and designed to cool down baked products, depending on the ingredients used in the products. Cooling time will be greatly reduced. In this way, we create a continuous baking-cooling process. The principle process of the cooling: Air is taken from outside (blue arrows), goes through inlet filters (type F7) and is then compressed. This forced air is blown over the product, taking the heat and humidity from the product (red arrows). This air is filtered (type F7) again in the outlet filter (Cleaned discharge => HACCP), and goes outside. A part of the “heated” air reused (orange arrows) by opening valves and a bypass section. By reusing this air, the incoming air has a perfect mixture of temperature, humidity and aroma.
Due to this very specific cooling process, the product goes much quicker through the crucial zone in a cooling process (baking temp to 35 ℃). This means there is much less bacterial (Mesofile bacteria’s [50 to 15 ℃] and thermofile bacteria [60 to 50 ℃] and mould (penicillin, aspergillus, eurotium) development. The result is a longer shelf life for your product and quality improvement.





DRIVE IN AND THROUGH (CLOSED WITH ULTRASONIC)
How it works: Ultrasonic oscillation electronics produce acoustic waves (frequency range of ~1,7MHz) that are transferred to an oscillator (piezo element) located at the bottom of the humidifier under a water reservoir. The oscillation causes the finest of aerosol droplets to separate mechanically from the surface of the water (the water was subjected to reserve osmosis for purity and softening). The very small diameters of the droplets (approximately 1-2 μm) allow fast evaporating and mixing with the environmental air. This technology allows a very high relative humidity to be produced mechanically (100 %) at comparably low temperatures (e.g. between -20 °C and +35 °C).
The ultrasonic humidification has a lot of advantages. The tiny water droplets that are introduced into the proofing chamber by a targeted air steam evaporate almost immediately and thus increase the relative humidity up to 100% or whatever desired relativ humidity. There is no condensation since the temperature of the droplets is the same as the ambient temperature. This new technology also allows better control of microbiological and hygienic problems associated with condensate formation in conventional proofers, proofing retarders or proofing interrupters.
VACUUM COOLING
VACUUM COOLING ROOM
Vacuum cooling is a relatively new technology which is characterized by its ability to reduce the difference between ambient atmospheric pressure and water vapour pressure. The vacuum system uses pumps which remove the gases and water vapour from the cooling chamber, creating a partial vacuum or zone of very low manometric pressure. This accelerates the vaporization of free moisture from the product! Vacuum cooling is a rapid method that is suitable for products that are unstable and prone to collapse as they cool. Vacuum cooling allows bakeries to avid the dependence on prevailing atmospheric conditions, achieving consistent results and uniform cooling at all times. Equipment required for the purpose must be isolated and sealed from the surrounding area and may be batch – or tunnel type.

FORCED AIR COOLING (CHILLING)

The cooling chamber is designed for intensive cooling of the baked product. The chamber cooling’s system uses the air from environment with additionally cooler and cooling aggregate, which assures the minimal use of additional energy for the cooling. Provided by the controlled cooling process there is a high-quality of the finished product. It is also possible of choosing time and cooling intensity according to the needs. Transport elements or carriers and technological parameters are adjusted to the different range of products. The lining with insulation provides adequate temperature conditions in the chamber, independently from the conditions in the bakery. All parts of the machine which are in contact with bread are made of food-safe materials and the operation system is completely automated.
Our partner is using special blue light against mould formation. The blue light retards mould and toxin formation and destroys toxin as well as 80% of spores. Up to 80% power cost savings (class A+).
